Investment casting process:
1) Degreasing and degreasing of modules
When using wax-based molding materials to make investment patterns, in order to improve the ability of the paint to wet the surface of the module, the oil on the surface of the module needs to be removed.
2) Apply paint and sand on the module
Before applying the paint, the paint should be stirred evenly to reduce the precipitation of refractory materials in the paint bucket as much as possible, and adjust the viscosity or specific gravity of the paint so that the paint can well fill and wet the investment mold. When hanging the paint, put The module is soaked in the paint and shakes up and down so that the paint can well wet the investment mold and cover the surface of the module evenly. After the paint is applied, it can be sanded.The weight of investment castings is mostly tens of tenths of cattle (that is, tens of grams to several kilograms). It is more troublesome to produce heavy castings by investment casting. However, the weight of large investment castings currently produced has reached about 800 cattle.
3) Shell drying and hardening
After each layer of shell is coated, it must be dried and hardened, so that the binder in the coating changes from sol to jelly and gel, and the refractory materials are connected together.
4) Melt and lose the mold from the shell
After the mold shell is completely hardened, the module needs to be melted from the mold shell. Because the mold module is usually made of wax-based molding material, this process is also called dewaxing. According to the different heating methods, there are many, the dewaxing method, the hot water method and the same pressure steam method are used more.
5) Roasted shell
If molding (sand filling) casting is required, before firing, bury the molded shell in the sand in the box, and then load it into the furnace for firing. If the high-temperature strength of the mold shell is high and no casting is required, the molded shell after demolding can be directly sent to the furnace for roasting. When firing, gradually increase the furnace temperature, heat the shell to 800-1000°C, keep it warm for a period of time, and then pour it.
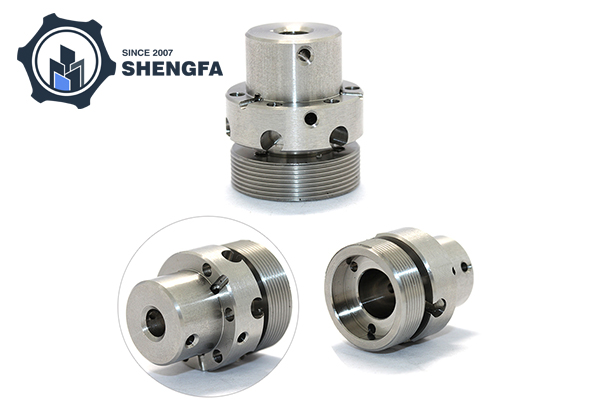
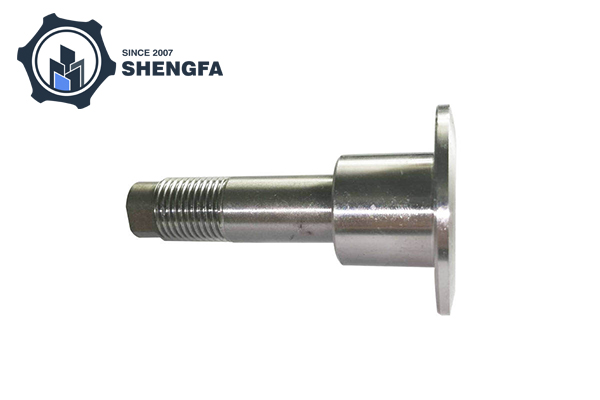
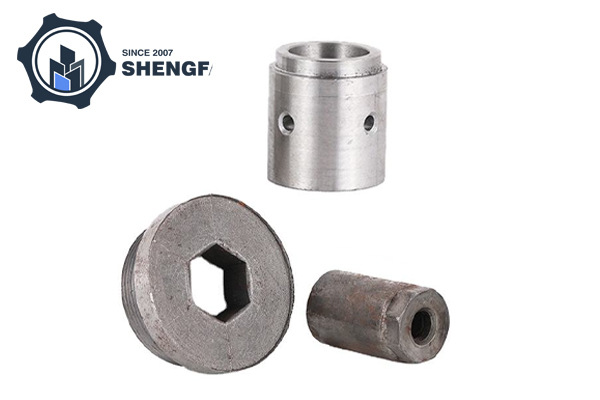
Investment casting, also known as lost wax casting, includes processes such as wax pressing, wax repairing, tree formation, dipping, melting wax, casting molten metal and post-processing.